
জ্যাকোয়ার্ড কৃত্রিম পশম উৎপাদনে বুনন সূঁচের ওয়েল দিকে অসম ফাইবার খাওয়ার সমস্যা কীভাবে সমাধান করবেন?
জ্যাকোয়ার্ড সার্কুলার বুনন মেশিনে, ফাইবার নেওয়ার জন্য বুনন সূঁচগুলিকে আটকানোর পরে, ডফারে একটি অবশিষ্ট সর্পিল "ফাইবার বেল্ট" থাকে, যা কার্ডিং হেডের নীচের অংশের সাথে মিলে যায় যা সুইযুক্ত নয়। ধরে নিই যে বুনন সূঁচের এই অংশটিও আটকানো এবং ফাইবার নেওয়া হয়েছে, ডফারের পৃষ্ঠটি খুব পরিষ্কার হবে, কোনও "ফাইবার বেল্ট" নেই, তাই যতক্ষণ পর্যন্ত এই "ফাইবার বেল্টে" ফাইবারটি তোলার জন্য একটি সুই থাকবে, ততক্ষণ পর্যন্ত এতে অন্যান্য বুনন সূঁচের তুলনায় বেশি ফাইবার থাকবে এবং এটি ওয়েল দিকে প্রদর্শিত হবে। ফাইবারটি অসম, তাই মূল বিষয় হল ডফারে বিদ্যমান "ফাইবার ব্যান্ড" অপসারণ করা। ক্লিনিং রোলারের পরিদর্শনকে শক্তিশালী করুন এবং এটিকে ভাল কাজের অবস্থায় রাখুন, এবং অনুদৈর্ঘ্য দিকে কোনও অসম ফাইবার খাওয়া হবে না।
ফিনিশিংয়ের সময় প্রান্তের চিকিৎসা ছাড়াও, স্প্যানডেক্স জার্সির কার্লিং সমস্যা সমাধানের অন্য কোন উপায় আছে কি?
হেমিং হলো বোনা কাপড়ের একটি বৈশিষ্ট্য, যা বুনন প্রক্রিয়ার সময় সুতা বাঁকানোর পর সুতা তার নিজস্ব অভ্যন্তরীণ চাপের প্রভাবে সোজা হওয়ার চেষ্টা করে। হেমিংকে প্রভাবিত করে এমন কারণগুলির মধ্যে রয়েছে কাপড়ের গঠন, সুতার মোচড়, সুতার রৈখিক ঘনত্ব, লুপের দৈর্ঘ্য, সুতার স্থিতিস্থাপকতা ইত্যাদি। কার্লিং কাটিয়ে ওঠার দুটি উপায় রয়েছে: একটি হল উচ্চ-তাপমাত্রা আকৃতির মাধ্যমে সুতার অভ্যন্তরীণ চাপ অপসারণ করা; অন্যটি হল সুতার অভ্যন্তরীণ চাপ মোকাবেলা করার জন্য কাপড়ের কাঠামো ব্যবহার করা।
একক জার্সি একটি একতরফা ফ্যাব্রিক, এর কার্লিং সহজাত, স্প্যানডেক্স সুতা যোগ করার পরে, কার্লিং এর মাত্রা শক্তিশালী হয়, এবং যেহেতু স্প্যানডেক্স উচ্চ তাপমাত্রার প্রতিরোধী নয়, এর সেটিং তাপমাত্রা এবং সময় সীমিত, তাই এটি সেট করে সেট করা যায় না। সুতার অভ্যন্তরীণ চাপ ভালভাবে মুক্তি পায়, এবং সমাপ্ত ফ্যাব্রিকটিতে এখনও একটি নির্দিষ্ট মাত্রার কার্লিং থাকবে, এবং আকারটি সমাপ্তি প্রক্রিয়ায় একটি অনিবার্য পরিমাপ হয়ে উঠবে।
তবে, বুনন প্রক্রিয়ায়, কাপড়ের গঠনের পরিবর্তনগুলি কাপড়ের কার্লিং কাটিয়ে উঠতে বা কমাতেও ব্যবহার করা যেতে পারে। উদাহরণস্বরূপ, একমুখী পিকুয়ে জালের কাঠামোতে কোনও হেমিং বৈশিষ্ট্য নেই, তাই জার্সি হেমিংয়ের সমস্যা সমাধানের জন্য কাপড়ের খোলার লাইনের উভয় পাশে 2 সেমি মধ্যে জালের কাঠামো বোনা যেতে পারে। বুনন প্রক্রিয়াটি নিম্নরূপ।
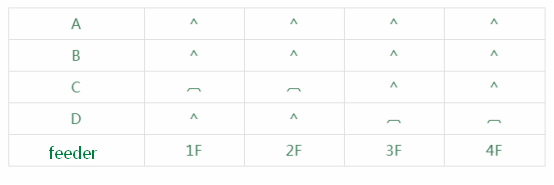
বুনন সূঁচের বিন্যাস: বুনন সূঁচগুলি AB…ABABCDCDCD…CDCDCDABAB…AB এই ক্রমে সাজানো থাকে এবং CD বুনন সূঁচের অবস্থান হল খোলা প্রস্থ রেখার উভয় পাশে জালের কাঠামো।
ক্যামের বিন্যাস: একটি লুপে ৪টি উপায়, এবং ক্যামের বিন্যাস নিম্নলিখিত চার্টে দেখানো হয়েছে।
পোস্টের সময়: সেপ্টেম্বর-০৮-২০২১